


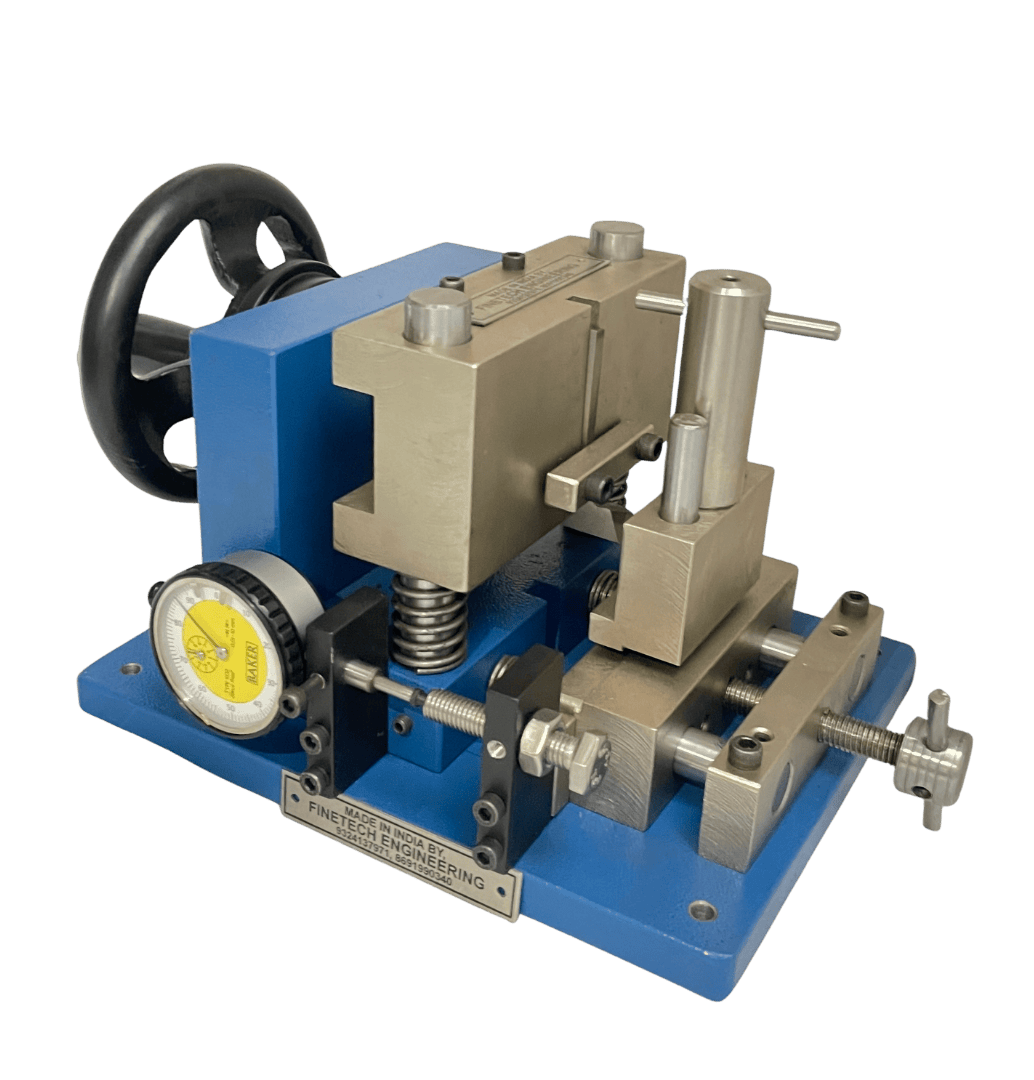
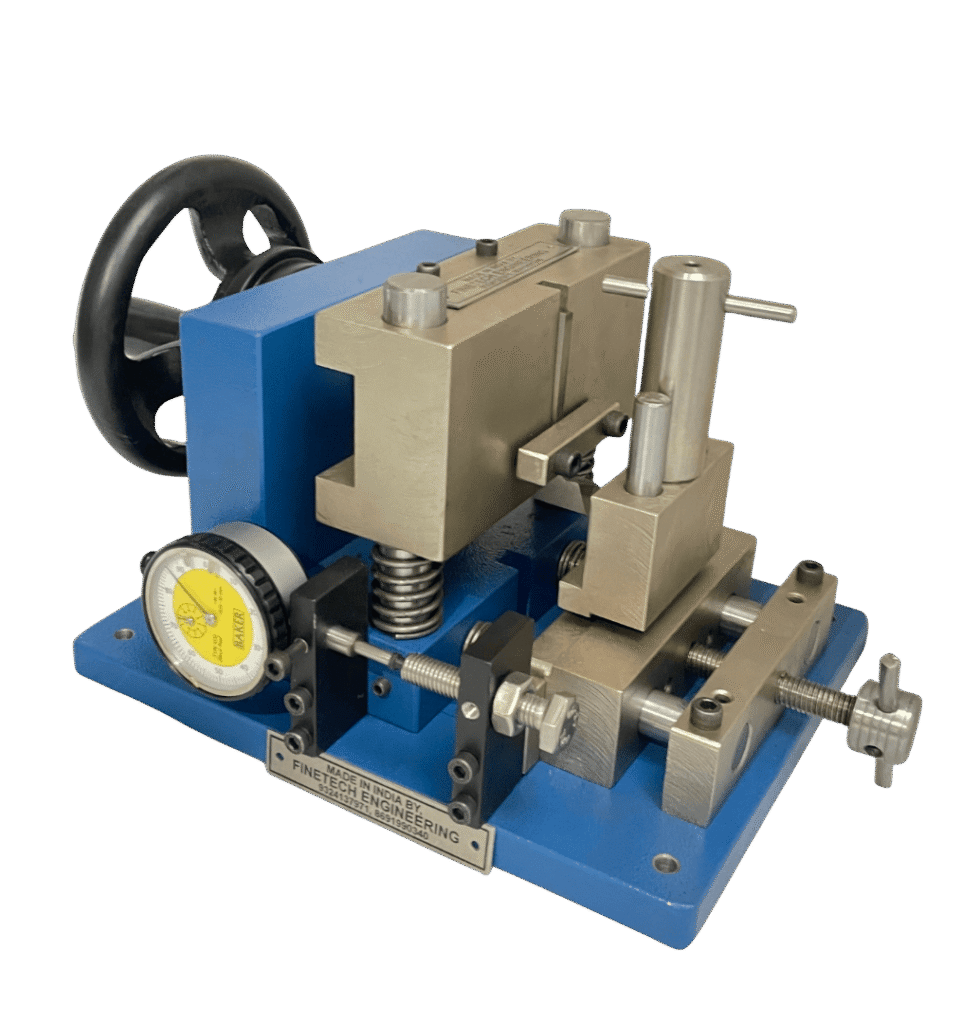
The Finetech Engineering Notch Cutter is a motorized notch cutter India broaching machine designed for one critical purpose: cutting precise V-notches and U-notches into plastic specimens before Izod and Charpy impact testing. As a dedicated notch cutter manufacturer India, we know that the quality of the notch directly determines the validity of the impact test result. A notch that is too deep, too shallow, has the wrong angle, or has an incorrect tip radius will produce unreliable data and fail audits.
Impact testing standards – ASTM D256 notch cutter manufacturer spec (Izod), ASTM D6110 (Charpy), ISO 179 180 notch cutter India – specify exact notch geometry: a 45 deg included angle with a tip radius of 0.25mm +/-0.05mm. The Finetech notch cutter for Izod Charpy test is engineered to produce notches meeting these dimensions consistently, specimen after specimen, with no operator variability.
As a specialist notch cutting machine for plastic testing manufacturer and specimen notching machine manufacturer, Finetech’s motorised broaching action removes material in controlled cuts rather than scraping or milling. This ensures no residual stresses, micro-cracks, or heat are introduced into the specimen – any of which would artificially affect the measured impact strength. The V notch cutter for impact testing India achieves a clean, stress-free notch profile that satisfies the most stringent quality requirements.
The V-notch is not arbitrary. It serves a precise mechanical function: creating a controlled stress concentration that forces the specimen to fracture at a known point. Without the notch, the impact energy would be distributed across the entire specimen. With a precisely cut notch from the Finetech V notch cutter for impact testing India, the test primarily measures the material’s resistance to crack propagation – the property that matters for real-world durability.
| Notch Defect | Effect on Impact Test | Root Cause |
| Tip radius too large (blunt notch) | Artificially high impact values – specimen appears tougher than it is | Worn cutter blade or wrong blade geometry |
| Tip radius too small (over-sharp) | Artificially low impact values – premature brittle fracture | Improper blade, or manual cutting with a razor/saw |
| Wrong notch angle (not 45°) | Non-standard stress field – results not comparable to standard data | Wrong cutter blade or uncalibrated machine |
| Notch too deep | Reduced remaining ligament – lower impact values | Depth stop not set correctly |
| Notch too shallow | Specimen may not break cleanly – invalid test | Depth stop not set correctly |
| Heat damage at notch tip | Altered polymer structure – unreliable results | Manual sawing, milling at high speed, or wrong technique |
| Stress whitening at notch | Pre-existing micro-damage – low impact values | Blunt blade or excessive cutting force |
Notch Type | Geometry | Standard | Application |
V-Notch (Type A) | 45 deg included angle, 0.25mm +/-0.05mm tip radius | ASTM D256 notch cutter manufacturer spec, ASTM D6110, ISO 179 180 notch cutter India | Standard notch for most notch cutter for Izod Charpy test applications |
U-Notch | 1.0mm radius semicircular notch | ISO 179-1/eU | For materials where V-notch produces too brittle a failure, or when specified by product standard |
Custom Notch | As specified by customer standard | Custom | Non-standard notch geometries – your specimen notching machine manufacturer for special testing |
Parameter | Specification |
Product Name | Notch Cutter (Motorized Notch Cutter India / V-Notch Broaching Machine / Specimen Notching Machine Manufacturer – Finetech Engineering) |
Also Known As | Notch Cutter for Izod Charpy Test, V Notch Cutter for Impact Testing India, Notch Cutting Machine for Plastic Testing, notch broaching machine |
Standards | ASTM D256 Notch Cutter Manufacturer spec (Izod), ASTM D6110 (Charpy), ISO 179 180 Notch Cutter India |
Operation | Motorised broaching – controlled reciprocating cutting action |
Notch Type | V-notch (45 deg, 0.25mm radius) standard; U-notch (1.0mm radius) available |
Notch Angle | 45 deg +/-1 deg included angle (per ASTM D256 / ISO 179) |
Notch Tip Radius | 0.25mm +/-0.05mm (per ASTM D256 / ISO 179) |
Notch Depth | Adjustable – standard depth leaves remaining ligament per specimen thickness specification |
Cutter Blade Type | Single-tooth or multi-tooth broaching cutter (HSS or carbide) |
Specimens per Cycle | 1 or 2 specimens simultaneously (model-dependent) |
Maximum Specimen Width | 12.7mm (ASTM) or 10mm (ISO) standard; wider on request |
Maximum Specimen Length | Up to 127mm |
Drive | Electric motor with controlled feed rate |
Power Supply | 230V AC, single phase, 50 Hz |
Certification | ISO 9001:2015 certified manufacturing |
NABL Certification | NABL-traceable dimensional certification available for notch geometry |
| Standard | Test Type | Specimen Dimensions | Notch Specs | Notch Position |
| ASTM D256 | Izod (notched) | 63.5 × 12.7 × 3.2 mm (or 6.4 mm preferred) | 45° V-notch, 0.25 mm radius, depth leaves 10.2 mm remaining width | 28 mm from one end |
| ASTM D6110 | Charpy (notched) | 127 × 12.7 × 3.2 mm (or wider) | 45° V-notch, 0.25 mm radius, depth leaves 10.2 mm remaining width | Centre of specimen |
| ISO 179-1 (eA) | Charpy (V-notch) | 80 × 10 × 4 mm (Type 1) | 45° V-notch, 0.25 mm radius, 2 mm depth (remaining 8 mm) | Centre of specimen |
| ISO 180 | Izod (V-notch) | 80 × 10 × 4 mm | 45° V-notch, 0.25 mm radius, 2 mm depth | Per standard |
| ISO 179-1 (eU) | Charpy (U-notch) | 80 × 10 × 4 mm | U-notch, 1.0 mm radius, depth as specified | Centre of specimen |
Step 1: Specimen Preparation
Step 2: Notching (This Is Where the Notch Cutter Is Used)
Step 3: Conditioning
Step 4: Impact Testing
Complete equipment needed: Notch Cutter (this page) + Izod & Charpy Impact Tester + Humidity Chamber. Finetech manufactures all three. Ask about a bundled notch cutter machine price India package.
| Feature | Single-Tooth Cutter | Multi-Tooth (Broach) Cutter |
| Cutting Action | One blade removes material in a single pass per stroke | Multiple teeth of increasing depth progressively remove material |
| Finish Quality | Good – single clean cut | Excellent – progressive cuts produce a smoother notch surface |
| Speed | Faster per specimen | Slightly slower (multiple teeth engage sequentially) |
| Heat Risk | Low – minimal friction | Very low – each tooth removes a small amount |
| Stress Risk | Low with proper feed rate | Very low – gentler material removal |
| Best For | Standard QC testing, most plastics | High-precision work, NABL-accredited labs, brittle or sensitive materials |
| Blade Replacement | Simpler – single blade to replace | More complex – multi-tooth assembly |
Because industries trust us for accurate results, reliable performance, and solutions built with real engineering experience.
Precision that passes audits. As a certified ASTM D256 notch cutter manufacturer and ISO 179 180 notch cutter India supplier – 45 deg angle +/-1 deg, 0.25mm tip radius +/-0.05mm, controlled depth. Verified with NABL-traceable dimensional certification.
Motorised, not manual. Our motorized notch cutter India controls the cutting speed and feed. No manual scraping, no razor-blade shortcuts, no operator-dependent notch quality. Consistent results from specimen 1 to specimen 1000.
No heat, no stress. The controlled broaching action removes material without generating heat or introducing residual stresses. This is what separates the Finetech V notch cutter for impact testing India from a saw cut or manual file.
Part of the complete impact testing workflow. As your notch cutter manufacturer India, Finetech also manufactures the Izod & Charpy Impact Tester and Humidity Chamber. One supplier for the complete chain.
Competitive notch cutter machine price India. As a direct manufacturer, our notch cutter machine price India is competitive for both single and dual-specimen models. Contact us for a quote.
| Product | Why Related |
The testing machine that uses the notched specimens from the notch cutter |
|
For conditioning specimens at 23°C/50% RH before impact testing |
|
For cutting rectangular bar specimens from moulded plaques before notching |
|
Alternative press for cutting bar specimens from sheets |
|
For tensile specimens – often needed alongside impact specimens |
|
Complementary tensile and flexural testing |


All Equipments & specimen preparation products can be customised as per requirements.
We provide NABL-traceable dimensional certification for the notch geometry produced by the cutter — verifying that the 45° angle and 0.25 mm tip radius meet the standard requirements. This documentation supports your NABL accreditation application and is included when requested.