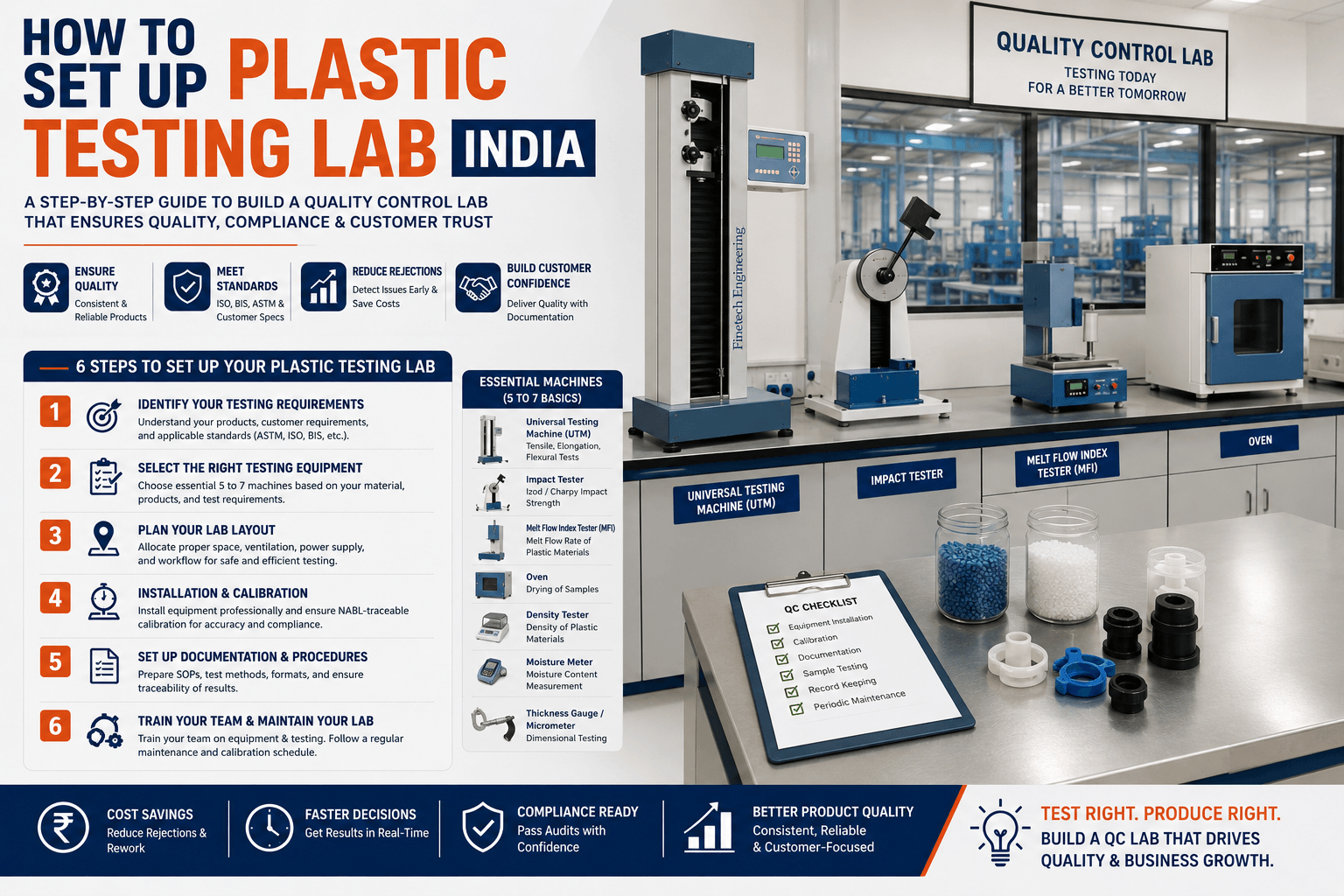
How to Set Up a Quality Control Lab for Plastic Testing: A Complete Guide
You do not need every machine on day one. You need the right 5 to 7 machines that match your specific product and the standards your buyers care about.
That sentence has saved several factory owners I know from making very expensive mistakes. Let me tell you about one of them.
A plastics manufacturer in Silvassa called me about two years ago. They had just failed a third-party quality audit. Before the audit, they had spent approximately Rs 18 lakhs equipping their QC lab. Twelve machines. Three different suppliers. When I visited, I found that five of the twelve machines were unused – still in their original cartons. Two machines were the wrong specification for their product. One impact tester had been bought for a test method their customer did not even require. The UTM they had purchased had a 100 kN load cell, which was far too large for the thin film testing they actually needed to do. And none of the twelve machines had NABL-traceable calibration documentation, which is what the auditor had specifically asked for.
Rs 18 lakhs spent. Audit failed. That is what happens when you buy machines before you have a plan.
This guide is the plan. Whether you are setting up your first QC lab in Silvassa, Daman, Vapi, or anywhere else in India, follow these six steps and you will set up a lab that passes audits, satisfies customers, and gives your production team real data to work with. If you are searching for how to set up plastic testing lab India factories trust, these six steps are the exact sequence we walk every new customer through.
Why Every Plastic Factory Needs an In-House QC Lab
The most common answer I hear when I ask factory owners why they do not have a QC lab is: “We send samples to an external lab.” My follow-up question is: “How long does that take?” The answer is usually 3 to 7 days. Once you understand why plastic factory needs in-house QC lab India customers now expect, the “3 to 7 days” answer stops sounding acceptable.
In a production environment, 3 to 7 days is often the entire batch cycle. By the time the external lab report comes back, the material has already been processed into finished goods. If the material was out of specification, the damage is already done.
In-house testing solves four problems that external testing cannot:
External Lab vs In-House Lab
Problem | External Lab | In-House Lab |
Incoming material rejection | Result in 3–7 days – material already processed | Result in 30 minutes – material rejected before processing |
Process variation monitoring | Not practical – too slow and too expensive | Test every 2 hours; catch drift before it becomes rejection |
Customer audit readiness | Certificates from external lab – not always accepted | Own test data, own equipment, own calibration records |
NABL / BIS certification support | Must rely on third party – traceability gaps common | Own calibration traceable to national standards |
Cost per test (long term) | Rs 500–2,000 per test, unlimited tests needed | Effectively Rs 0 per test after lab setup cost recovered |
Factories in Silvassa, Daman, and Vapi that supply to major customers – automotive OEMs, FMCG companies, export markets – are increasingly required to demonstrate in-house testing capability. A letter from an external lab is no longer sufficient for many tier-1 customer audits. They want to see your equipment, your calibration records, and your SOPs.
Step 1: Identify Your Product and Applicable Standards
Before you buy a single machine, sit down and answer three questions:
- What do I manufacture? (HDPE pipes, PP moulded parts, LDPE film, PVC profiles, ABS injection parts – each has a different testing requirement)
- Which standards do my customers or regulators require? (ASTM D1238, IS 4984, BIS IS-marked products, ISO 9000 QMS requirements, automotive OEM standards)
- What are the most common reasons my products fail customer inspection or field returns?
Your answers to these three questions define your equipment list. Nothing else does. Here is a quick mapping of common plastic products to their primary testing requirements. If you are still working out which equipment needed plastic testing lab India regulators and customers will actually check, the table below maps the most common product types to their must-have tests.
Product Type | Primary Standard | Must-Have Tests | Key Equipment |
HDPE / PP pipes and fittings | IS 4984, IS 4985, ASTM D2239 | MFI, Tensile (ring and dumbbell), Impact, Hydrostatic pressure | MFI Tester, UTM, Impact Tester |
Injection moulded parts (PP, ABS, Nylon) | ASTM D638, D256, D790 | Tensile strength, Izod/Charpy impact, Flexural modulus, MFI | UTM, Impact Tester, MFI Tester |
Blown film (LDPE, LLDPE) | ASTM D882, D1709, D1238 | Tensile elongation, Dart impact, MFI, Thickness | UTM with film grips, Dart Impact Tester, MFI Tester |
Rigid PVC profiles / pipes | IS 4985, ASTM D1784 | Tensile, Impact, Vicat softening point, Density | UTM, Impact Tester, HDT/VSP Apparatus |
Masterbatch and compounds | Customer CoA spec | MFI, Colour, Dispersion, Thermal stability | MFI Tester, Colour Matching Cabinet, Muffle Furnace |
Electrical / electronic components | UL 94, ASTM D3638 | Flammability (V-0, V-1, V-2, HB), Tensile, Dielectric | Flammability Tester, UTM |
Packaging film / sheets | ASTM D882, TAPPI standards | Tensile, Tear, Burst, Thickness uniformity | UTM, Burst Strength Tester |
Step 2: The Essential Equipment List (Tier 1 / 2 / 3)
I divide plastic testing equipment into three tiers. Tier 1 is what you must have from day one. Tier 2 is what most labs add within 12 to 18 months. Tier 3 is for specialised applications or high-volume labs with specific requirements. Think of this as your plastic testing lab equipment list India auditors expect to see – organised by what you need immediately versus what can wait.
Tier 1 – Must-Have Equipment (Day One)
Equipment | Primary Standard | What It Tests | Approx. Price (INR) | Priority |
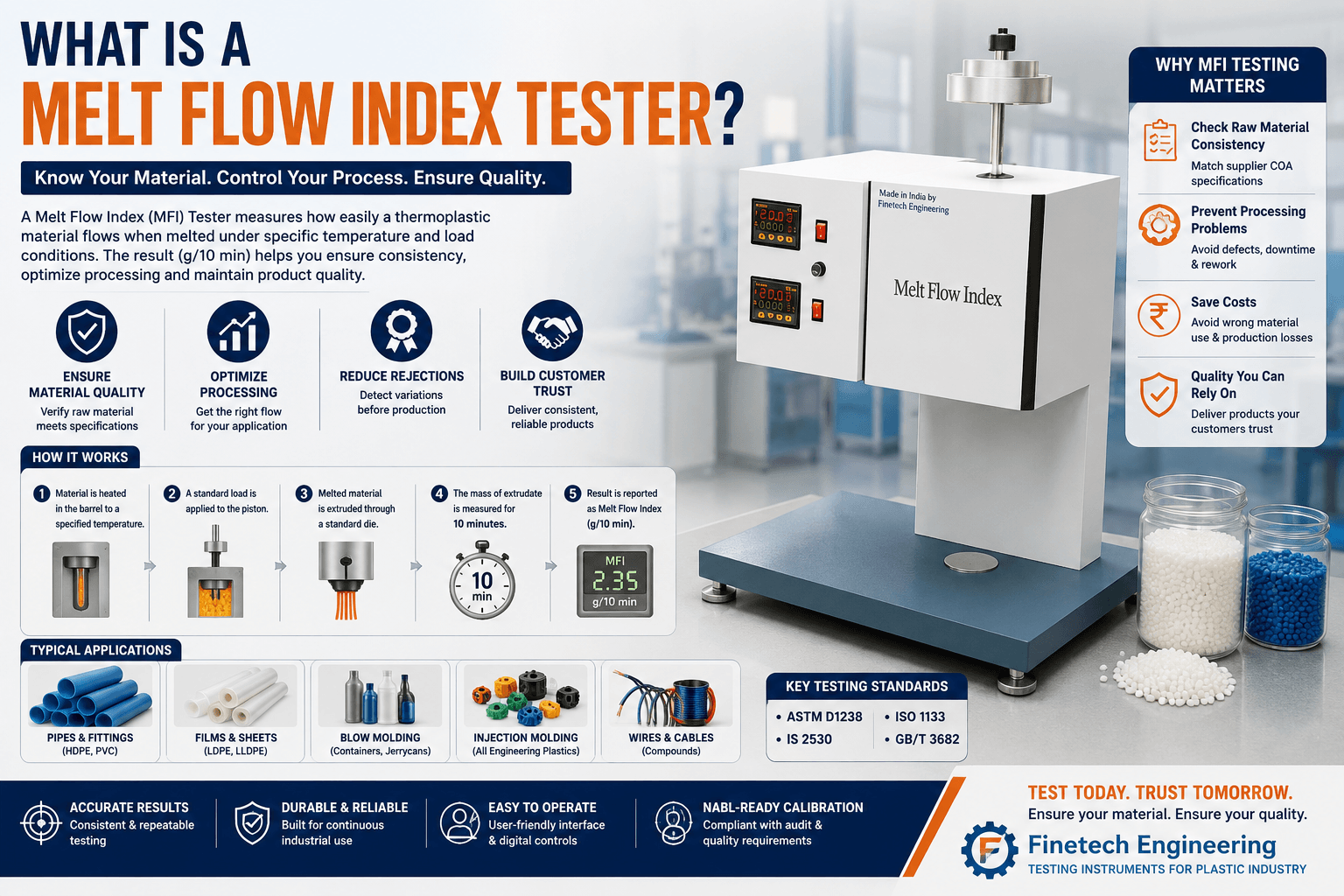
ASTM D1238, ISO 1133, IS 2530 | Raw material batch verification; processability check | Rs 60,000 – Rs 1,20,000 | Critical | |
Universal Testing Machine (UTM) – 5 kN or 10 kN | ASTM D638, D882, ISO 527 | Tensile strength, elongation, flexural modulus of finished parts and specimens | Rs 1,20,000 – Rs 2,50,000 | Critical |
ASTM D256, D6110, ISO 179, ISO 180 | Impact resistance; brittleness; notch sensitivity | Rs 80,000 – Rs 1,50,000 | Critical | |
ASTM D2240, ISO 868 | Surface hardness of rigid plastics, pipes, profiles | Rs 15,000 – Rs 35,000 | Critical | |
ASTM D256, ISO 179 | Precision notching of impact test specimens to standard depth and radius | Rs 40,000 – Rs 80,000 | Critical (if testing impact) | |
ASTM D638, D412, ISO 527, ISO 37 | Cutting tensile test specimens to standard dimensions from flat sheets | Rs 8,000 – Rs 25,000 per die | Critical (for UTM testing) |
Tier 2 – Important but Not Day One
Equipment | Primary Standard | What It Tests | Approx. Price (INR) | Add When |
ASTM D648, D1525, ISO 75, ISO 306 | Heat deflection temperature; Vicat softening point for heat-exposed components | Rs 80,000 – Rs 1,40,000 | When testing heat-resistant grades or automotive parts | |
Pneumatic Press (for specimen preparation) | ASTM D638, D412 | Consistent pressure cutting of tensile and impact specimens from moulded sheets | Rs 1,20,000 – Rs 2,00,000 | When high specimen volume requires consistent cutting force |
UL 94, ASTM D635, D3801 | V-0/V-1/V-2/HB classification for fire-safety ratings | Rs 60,000 – Rs 1,00,000 | When supplying electrical/electronic product manufacturers | |
ASTM D5423, ISO 2248 | Accelerated ageing, environmental conditioning of specimens | Rs 1,20,000 – Rs 2,50,000 | When product is exposed to weather or humid environments | |
Colour Matching Cabinet | ISO 3664, ASTM D1729 | Visual colour matching under multiple standardised light sources | Rs 25,000 – Rs 60,000 | When colour consistency is a customer specification |
Dart Impact Tester | ASTM D1709, ISO 7765 | Film drop dart impact energy – specifically for blown film and flexible packaging | Rs 70,000 – Rs 1,20,000 | For blown film manufacturers specifically |
Tier 3 - Specialised or High-Volume Labs Only
Equipment | Used For | Approx. Price (INR) |
Abrasion resistance of rubber-modified plastics, TPU, PE wear liners | Rs 80,000 – Rs 1,40,000 | |
Muffle Furnace (up to 1200°C) | Ash content, filler content, thermal stability analysis of compounds | Rs 60,000 – Rs 1,20,000 |
Environmental stress cracking resistance of HDPE (pipe grade testing) | Rs 40,000 – Rs 80,000 | |
Melt Volume Rate (MVR) Tester | Volume-based flow measurement for ISO 1133 Method B | Rs 90,000 – Rs 1,60,000 |
Packaging durability; transport simulation to ISTA and ASTM D999 | Rs 1,50,000 – Rs 3,00,000 | |
Hydraulic burst pressure of PE/PP pipes and hoses | Rs 60,000 – Rs 1,20,000 |
Note on specimen preparation: Every UTM test and every impact test requires properly prepared specimens. A specimen that is cut by hand with a blade is not a valid test specimen. You need precision specimen cutters – dumbbell cutters for tensile specimens, notch cutters for impact specimens, and round cutters for compression and hardness specimens. Do not underestimate this. An expensive UTM paired with hand-cut specimens gives you unreliable data. Across plastic testing equipment India all types of factories rely on, specimen preparation is the one step most labs underinvest in – and it quietly ruins otherwise good data.
Step 3: Lab Layout and Space Requirements
A basic plastic testing lab with Tier 1 equipment requires approximately 150 to 250 square feet of usable floor space. Here is how to plan the layout:
- Ceiling height: Minimum 3 metres. UTMs with tall load frames may require more.
- Power supply: Dedicate a 15A line for thermal equipment (MFI Tester, HDT). Standard 5A for mechanical testers.
- Ambient temperature: 23°C ± 5°C is the standard conditioning environment for most ASTM and ISO tests. Air conditioning is recommended.
- Lighting: Minimum 500 lux on workbenches. This matters for visual inspection and specimen measurement.
- Floor: Smooth, level, non-vibrating. Avoid locating UTMs near forklift pathways or press areas.
Lab Zone Planning
Zone | Equipment Located Here | Special Requirements |
Thermal Zone | MFI Tester, HDT/VSP Apparatus, Muffle Furnace, Humidity Chamber | Ventilation required – fume extraction near MFI barrel; humidity chamber needs drain |
Mechanical Testing Zone | UTM, Impact Tester, Hardness Tester | Vibration-free floor preferred; UTM needs minimum 1 metre clearance above for crosshead travel |
Sample Preparation Zone | Specimen cutter, Notch Cutter, Pneumatic Press, workbench | Clean, flat, well-lit; separate from testing area to avoid contamination of specimens |
Documentation Zone | PC/laptop for data recording, test report storage, calibration file storage | Proximity to all equipment preferred; climate-controlled if possible |
Material Storage | Incoming raw material samples, reference materials, cleaning supplies | Separate from testing area; labelled incoming and tested sections |
Tip: If you are planning a NABL-accredited lab, consult the NABL application documents (Doc No: NABL 100) before finalising your lab layout. NABL has specific requirements for environmental conditions, separation of incompatible activities, and access control.
Step 4: Choosing the Right Equipment Supplier
This is where the Silvassa factory went wrong. They bought from three different suppliers – a trading company in Mumbai, an agent for an imported brand, and a small fabricator in Rajkot. The result was three different service teams, three different calibration agencies, three different spare parts supply chains, and no single point of accountability when the audit happened.
Here is what I recommend when evaluating a testing equipment supplier:
Supplier Evaluation Checklist
Evaluation Criterion | What to Check | Red Flag |
Manufacturer vs Trader | Ask if they manufacture at their own facility. Request factory address and visit if possible. | Cannot tell you where the machine is built; references a third-party assembly unit |
ISO Certification | Ask for ISO 9001:2015 certificate. Verify scope includes manufacturing of testing equipment. | ISO certificate covers only trading or import activities |
NABL-traceable calibration | Does the supplier provide calibration certificates traceable to national standards? | No calibration certificate included; calibration is extra cost after delivery |
After-sales support | Service engineer available in your region? AMC offered? Response time? | Only phone support offered; no local service team; no AMC |
Spare parts availability | Can they supply standard wear parts (dies, grips, load cells) from stock? | Spare parts available only on order; 4–6 week lead time |
Reference customers | Ask for 3 customer references you can call – in your industry. | Reluctant to provide references; only show testimonials on website |
Single-supplier advantage | Can they supply most of your Tier 1 and Tier 2 list? | Specialises in only one equipment category; forces you to manage multiple vendors |
As a laboratory testing equipment manufacturer India factories increasingly vet before signing a purchase order, Finetech Engineering is a manufacturer, not a trader. We build all three product lines – laboratory testing equipment, specimen cutters and moulds, and industrial knives – at our Wagle Estate, Thane facility. We are ISO 9001:2015 and CE certified. We supply to over 100 customers across India, including Aditya Birla Group and Pidilite. When you call us for service, you reach the team that built your machine.
Step 5: Installation, Training, and Calibration
Buying the machine is not the last step. What happens after delivery determines whether your Rs 8 lakh investment actually gives you reliable data.
- Installation: Every instrument must be installed on a level, stable surface by a trained technician. Improper installation causes mechanical loading errors in UTMs and temperature non-uniformity in thermal equipment.
- Operator training: Your QC operator needs hands-on training – not just a manual. Training should cover the standard test procedure, specimen loading, data recording, and what to do when the machine shows an error. Untrained operators are the most common cause of unreliable lab data.
- Initial calibration: Every instrument must be calibrated after installation using NABL-traceable reference instruments. This calibration establishes your baseline and verifies the instrument is performing to specification before it enters your test programme. This is also the step where NABL lab accreditation plastic testing India auditors look for most closely, so keep every calibration record traceable from day one.
- Calibration documentation: The calibration certificate issued at installation is your proof of compliance. Store it with the equipment. Your NABL or ISO auditor will ask for it.
- Annual recalibration: Plan for annual calibration – or 6-monthly for critical instruments like your MFI Tester and UTM. Budget for this from day one. An Annual Maintenance Contract from your equipment supplier is the most cost-effective way to handle calibration, servicing, and breakdown response together.
Step 6: Setting Up SOPs and Documentation
A QC lab without documented procedures is not a QC lab. It is a room with expensive machines. SOPs – Standard Operating Procedures – are what convert machine readings into trustworthy, auditable data.
The minimum documentation package for a plastic testing lab includes:
Document | What It Covers | Who Needs It |
Equipment Register | List of all instruments with make, model, serial number, calibration due date | ISO audit, NABL, BIS, internal QC manager |
SOP for each test method | Step-by-step procedure: specimen preparation, test parameters, data recording, acceptance criteria | Lab operator, ISO audit, NABL, customer audit |
Test Report Template | Standardised format for recording and reporting test results | Customer deliverable, internal QC record |
Calibration Record | Calibration certificate for each instrument; reference instrument details; uncertainty statement | NABL, ISO, BIS, customer audit |
Non-Conformance Log | Record of test failures, material rejections, and corrective actions taken | ISO 9001 requirement; QMS evidence for customer audits |
Specimen Preparation Log | Record of specimen dimensions checked before testing (essential for valid UTM and impact data) | NABL, ISO, internal QC |
Note: Do not wait until your ISO or NABL audit to write SOPs. Write them during the installation and training phase, with your operator. SOPs written after the fact are generic. SOPs written during training are specific to your equipment and your process – and they actually get used.
Budget Planning: What Does a Basic Plastic Testing Lab Cost?
Equipment Cost: Indian Manufacturer vs Imported
Here are realistic budget ranges for setting up a plastic testing lab in India in 2026. These are indicative ranges – actual prices depend on specification, supplier, and whether imported or Indian-manufactured equipment is chosen. If you have been asking what QC lab setup cost India plastic factory budgets should realistically include, the ranges below cover equipment, installation, and first-year calibration.
Equipment | Indian Manufacturer (INR) | Imported (INR) | Our Recommendation |
MFI Tester | Rs 60,000 – Rs 1,20,000 | Rs 1,80,000 – Rs 3,50,000 | Indian manufacturer for standard grades; imported for MVR/ISO 1133 Method B |
UTM (5 kN, digital) | Rs 1,20,000 – Rs 2,50,000 | Rs 4,00,000 – Rs 12,00,000 | Indian manufacturer – equivalent accuracy at 30–40% of imported cost |
Izod & Charpy Impact Tester | Rs 80,000 – Rs 1,50,000 | Rs 2,50,000 – Rs 5,00,000 | Indian manufacturer for standard test requirements |
Shore D Hardness Tester | Rs 15,000 – Rs 35,000 | Rs 40,000 – Rs 90,000 | Indian manufacturer – identical ASTM D2240 compliance |
Notch Cutter | Rs 40,000 – Rs 80,000 | Rs 80,000 – Rs 1,80,000 | Indian manufacturer – critical is die accuracy, not brand |
Specimen cutters (dumbbell set) | Rs 8,000 – Rs 25,000 per die | Rs 25,000 – Rs 60,000 per die | Indian manufacturer with NABL-traceable dimensional certificate |
HDT / VSP Apparatus | Rs 80,000 – Rs 1,40,000 | Rs 2,50,000 – Rs 5,00,000 | Indian manufacturer for standard ASTM D648 / D1525 |
Lab setup (benches, power, AC) | Rs 30,000 – Rs 80,000 | N/A | Local contractor; plan carefully before ordering equipment |
Lab Configuration | Equipment Included | Estimated Total (INR) |
Starter Lab (Tier 1 only) | MFI Tester + UTM + Impact Tester + Shore D + Notch Cutter + Specimen Dies | Rs 3,50,000 – Rs 6,00,000 |
Standard Lab (Tier 1 + Tier 2 selected) | Above + HDT/VSP + Flammability or Humidity Chamber | Rs 6,00,000 – Rs 10,00,000 |
Comprehensive Lab (Tier 1 + full Tier 2) | All Tier 1 + all Tier 2 equipment + Pneumatic Press | Rs 10,00,000 – Rs 16,00,000 |
Annual calibration + AMC budget | 2 preventive maintenance visits + calibration + breakdown priority | Rs 40,000 – Rs 80,000 per year |
The Silvassa factory spent Rs 18 lakhs on 12 machines and failed their audit. A well-planned starter lab with 6 of the right machines, NABL-traceable calibration, and proper SOPs would have cost Rs 5 to 6 lakhs and passed. When factories ask us how much does QC lab cost India plastic manufacturing actually requires, we point them back to this story – the Silvassa factory spent three times what a well-planned lab needed and still failed.
The difference is not budget. It is planning.
Final Thoughts
Setting up a plastic testing QC lab is one of the highest-return investments a plastic manufacturer can make. Not because testing is required – though increasingly it is – but because in-house data gives you control. Control over incoming material. Control over your production process. Control over what leaves your factory.
The six steps in this guide will not take you months to execute. A properly planned lab can be fully operational – equipment installed, calibrated, operators trained, and SOPs in place – within 6 to 8 weeks of placing your order, assuming you have your space ready.
As a complete plastic testing lab manufacturer India QC teams call when they want one supplier instead of three, at Finetech Engineering we have helped QC labs get set up across India – from masterbatch manufacturers in Ahmedabad to pipe producers in Pune, from film converters in Daman to automotive parts suppliers in Chennai. We supply the equipment, provide NABL-traceable calibration, train your operators, and offer AMC so your lab stays audit-ready year after year.
We are a manufacturer, not a trader. That means we understand testing equipment from the inside – the tolerances, the calibration requirements, the failure modes. When you call us for service three years after purchase, we still have your machine’s configuration on file.
Planning Your Plastic Testing Lab? Talk to Us First.
If you are planning a new QC lab, the first step is a 30-minute conversation – not a purchase order. Tell us your product, your customers, and the standards you need to meet. We will tell you exactly which machines to buy, in which order, and what to expect in terms of budget and timeline.
Call or WhatsApp: +91 93241 37971 | Email: info@finetechengineer.com | Contact Us
Tell us your product, your material, and the standards your customers require. We will recommend exactly which machines you need – nothing more, nothing less.
– Santhosh Kumar VP, Founder & Managing Partner, Finetech Engineering