What Is a Melt Flow Index Tester and Why Does Your Plastic Factory Need One?
If you manufacture plastic products and you are not testing melt flow index, you are essentially shipping products blind. An MFI tester tells you whether your raw material will behave the way you expect during processing – before it reaches your extruder, injection moulding machine, or blow moulding line.
I want to tell you about a pipe manufacturer in Gujarat who called us last year. They had been getting MFI variation of 15 to 20 percent between batches of the same HDPE grade. Different lots from the same supplier. The pipes were coming out with inconsistent wall thickness and occasional sink marks. They had been blaming the extruder operator, the die settings, even the cooling water temperature. Nobody had thought to check the MFI of incoming raw material. When we tested samples from three different batches, the variation was not 5 percent or even 10 percent – it was 18 percent. The barrel temperature on their MFI tester was off by 3°C. Three degrees. That single calibration error had been feeding them wrong data for months, while inconsistent pipe went to customers.
That story is not unusual. In fact, it is one of the most common situations I encounter across plastic factories in India. This blog explains what an MFI tester does, how to use it correctly, and what to look for when buying one – so your factory does not end up in the same situation. That story explains why MFI testing important plastic manufacturing decisions actually is – a single calibration error can quietly cost months of rejected batches.
What Exactly Does a Melt Flow Index Tester Do?
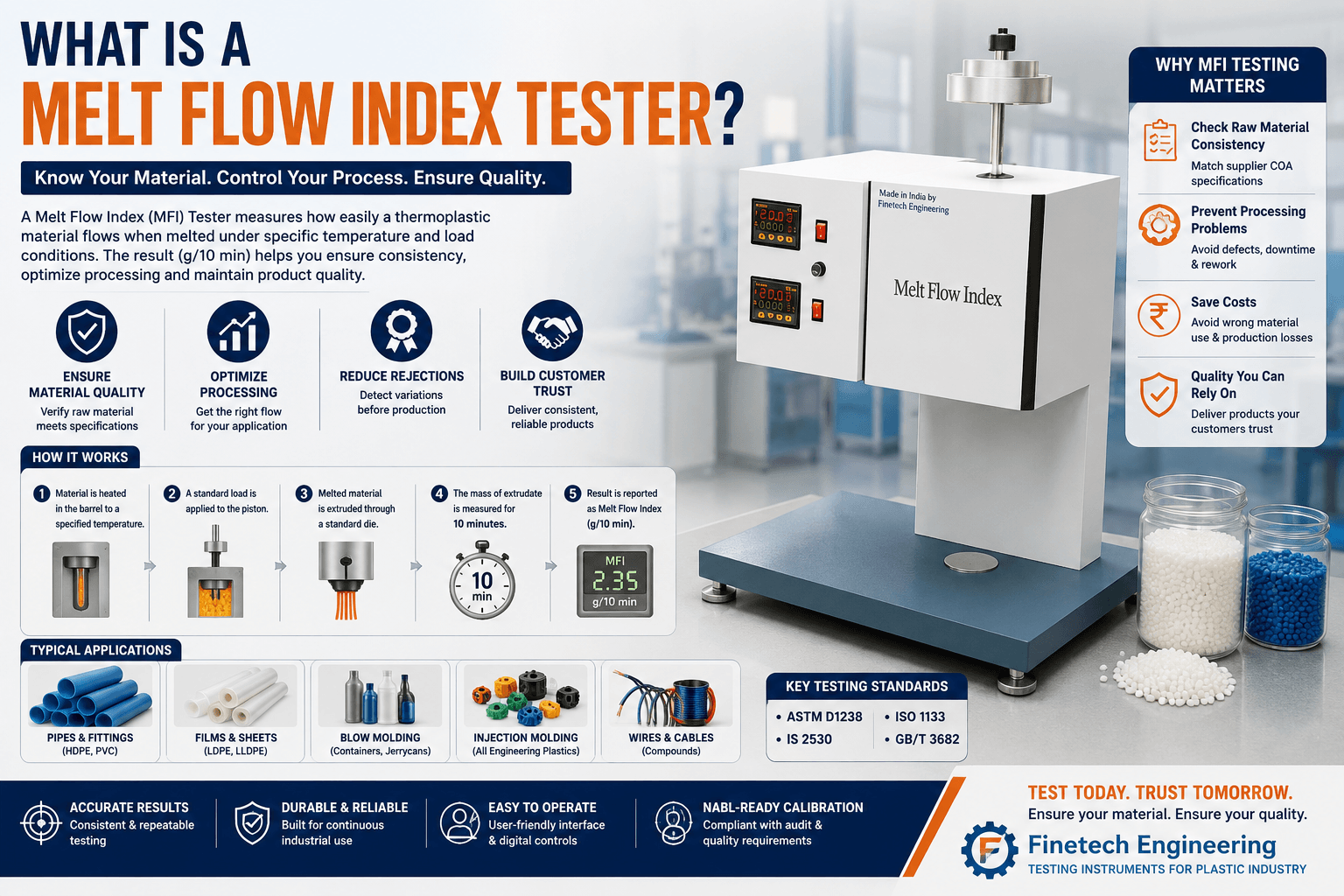
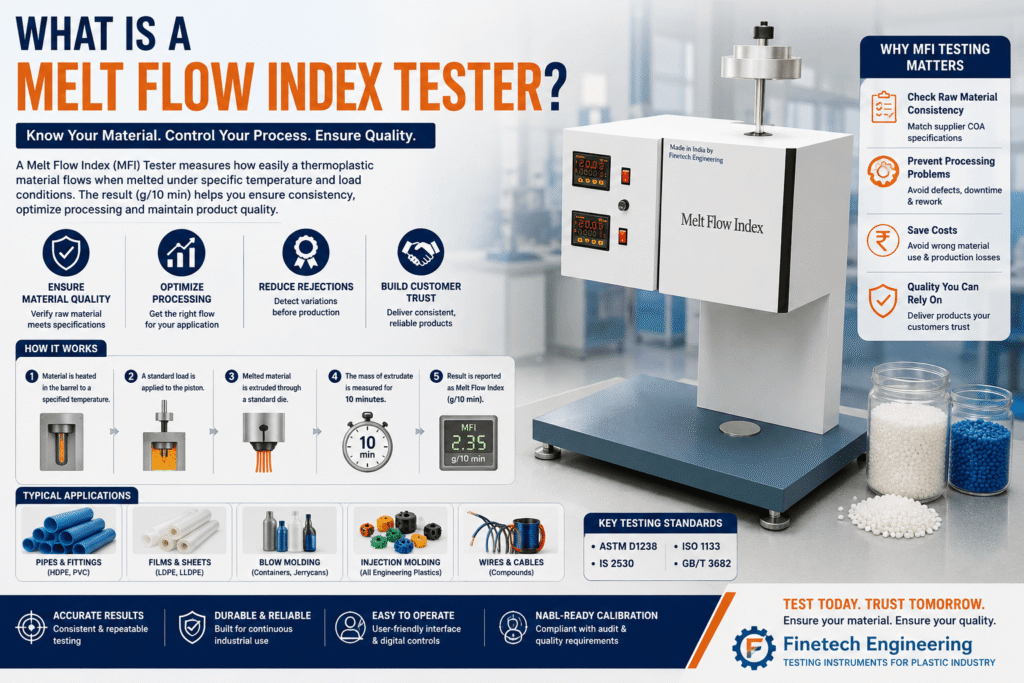
What is melt flow index tester, exactly? A Melt Flow Index Tester – also called an MFI Tester or Melt Flow Rate (MFR) Tester – measures how easily a thermoplastic material flows when it is melted. Specifically, it measures the mass of polymer (in grams) that is extruded through a standard die in 10 minutes, under a specific load and at a specific temperature.
The result is called the Melt Flow Index (MFI) or Melt Flow Rate (MFR), expressed in grams per 10 minutes (g/10 min). A high MFI means the material flows easily – suitable for thin-wall injection moulding. A low MFI means the material is more viscous – typically suited for extrusion processes like pipe manufacturing or blow moulding. That single number answers the broader question of what is melt flow rate plastic polymer manufacturers rely on most to judge processability before a batch ever reaches the line.
For a factory, the MFI value is the single fastest and most reliable way to check whether a batch of raw material matches the specification on the supplier’s Certificate of Analysis. If the supplier says MFI = 0.30 g/10 min and your in-house test shows 0.36 g/10 min, the material is out of specification. Your process will behave differently from what was set up. And if you ship product made from that batch, you may be shipping non-conforming goods without knowing it.
Finetech Engineering manufactures MFI Testers as part of our range of laboratory testing equipment for plastic, rubber, and paper industries. We are a manufacturer, not a trader – which means we build these instruments in-house at our Thane facility, and we can customise, service, and calibrate them.
How MFI Testing Works (Step by Step)
The MFI test procedure is defined in ASTM D1238, ISO 1133, and IS 2530 (for India). The principle is the same across all three standards. Here is how a standard MFI test is conducted: understanding how MFI testing works step by step is the fastest way to spot exactly where a lab’s procedure is going wrong.
1. Sample Loading
Start with a clean, dry barrel at room temperature. The sample – HDPE pellets, PP granules, LLDPE powder, or whatever material you are testing – is loaded into the barrel using the funnel provided. A specified charge weight is typically 4 to 5 grams, depending on the material. Compact the material using the packing rod to remove air pockets. Air trapped in the sample causes voids in the extrudate and gives incorrect readings.
2. Heating to Specified Temperature
This is the step where most errors happen in Indian labs. The barrel is heated to a standard temperature defined by the material type and the applicable standard. For HDPE pipe grades (ASTM D1238 Condition 190/2.16), the temperature is 190°C. For PP, it is 230°C. For LLDPE film grades, it is typically 190°C as well.
The material must preheat in the barrel for exactly 5 minutes before testing begins – no more, no less. Insufficient preheat time means the material is not uniformly melted and the reading will be higher than actual. Excessive preheat causes polymer degradation and gives artificially low readings.
3. Weight Application and Extrusion
Once preheat is complete, the specified weight is placed on the piston. The standard weight for HDPE and PP pipe grades under ASTM D1238 Condition 190/2.16 is 2.16 kg. Other conditions use different weights – 5 kg, 10 kg, or 21.6 kg – depending on the material and standard. The weight drives the piston down, forcing the molten material through the die.
4. Cutting, Weighing, and Calculating
The extrudate emerging from the die is cut at regular time intervals using the cutter lever. Each cut strand is weighed on a precision balance. The MFI is calculated from the average weight of the cut strands, extrapolated to a 10-minute period using the formula defined in the applicable standard.
Modern MFI Testers with digital controllers calculate this automatically and display the result directly. Older or more basic models require manual calculation.
Tip: Insider knowledge – always preheat the barrel tip and die separately before inserting the die into the barrel. A cold die inserted into a hot barrel causes a temperature drop at the exit point, which restricts flow and gives a falsely low MFI reading. This is one of the most common errors in MFI testing that is almost never mentioned in operator manuals.
Which Industries Need MFI Testing?
Any industry that processes thermoplastic materials needs MFI testing. But some industries have more critical requirements than others:
Industry | Material Tested | Why MFI Matters |
Pipe and fittings manufacturing | HDPE, PP-R, PEX | MFI directly affects pipe wall consistency, pressure rating, and weld joint strength in butt fusion |
Packaging film manufacturing | LLDPE, LDPE, HDPE | MFI affects film thickness uniformity, bubble stability, and mechanical properties |
Injection moulding | PP, ABS, Nylon, PC | Higher MFI = easier fill in complex moulds; wrong MFI causes short shots or flash |
Blow moulding | HDPE, PET | MFI affects parison drop, wall distribution, and pinch-off quality |
Masterbatch compounding | All polymers | MFI used to verify compound consistency and certify outgoing lots |
Automotive parts | PP, ABS, PA | Customer specifications define MFI range; testing required for OEM quality certification |
Cable and wire | HDPE, XLPE | MFI affects insulation extrusion consistency and surface quality |
If your factory is in any of these segments and you are relying solely on the supplier’s Certificate of Analysis without in-house MFI verification, you are accepting material on trust. In a quality-controlled production environment, that is not a sustainable approach. Buyers processing PP or ABS often ask what is good melt flow index for injection moulding – as a rule of thumb, anything from 5 to 40 g/10 min supports easy mould filling without excessive flash, though the right figure always depends on wall thickness and part geometry.
ASTM D1238 vs ISO 1133 vs BIS: Which Standard Do You Need?
The three most relevant MFI testing standards in India are ASTM D1238, ISO 1133, and BIS standards including IS 2530 and IS 10810. If you’re trying to pin down the ASTM D1238 vs ISO 1133 melt flow index difference before choosing a test method, the short answer is preheat protocol and terminology – ISO 1133 applies a more rigorous preheat and separates MFR (mass) from MVR (volume), while ASTM D1238 uses a simpler “conditions” notation. Here is how the standards compare:
Standards Comparison
Standard | Full Name | Used When | Key Difference |
ASTM D1238 | Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer | Export to US markets; automotive OEM requirements; international specifications | Uses “conditions” notation (e.g., 190/2.16 for HDPE) |
ISO 1133 | Plastics – Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) | European markets; ISO-certified labs; most multinational company specs | More rigorous preheating protocol; distinguishes MFR (mass) from MVR (volume) |
IS 2530 | Methods of Test for Polyethylene for Its Use in the Manufacture of Pipes | BIS certification for PE pipes in India; government procurement; IS-marked products | Indian standard for PE pipe grade testing |
IS 10810 | Methods of Test for Cables – Part 61 (XLPE insulation) | BIS certification for cables and wire insulation | Covers MFI of XLPE and PE for cable applications |
DIN EN ISO 1133 | German adoption of ISO 1133 | German-origin equipment specifications; automotive suppliers to German OEMs | Same method as ISO 1133, with specific German addenda |
For most Indian plastic factories, ASTM D1238 and IS 2530 are the two most commonly required standards. If you are supplying to automotive OEMs such as Maruti, Tata, or Mahindra, they will typically specify ASTM D1238 conditions. If you are manufacturing IS-marked PE pipes, IS 2530 is mandatory. If you supply to companies like Aditya Birla Group or Pidilite who are familiar to us as customers, their in-house labs often specify ISO 1133. Because ASTM D1238 and IS 2530 dominate specifications here, an ASTM D1238 melt flow index tester India labs choose needs to run every 190/2.16, 230/2.16 and similar condition without swapping hardware.
A good MFI Tester should be capable of running all three standards. This means it must cover the full temperature range (typically 100°C to 450°C), accommodate all standard weight sets, and have a timer resolution sufficient for the cut-and-weigh method.
What to Look for When Buying an MFI Tester
Buying an MFI Tester is not complicated, but there are a few specifications that separate a reliable instrument from one that will give you the Gujarat pipe manufacturer problem. This is exactly the MFI tester what to look for when buying India factories ask us about most, and the specification table below covers every item that separates a reliable instrument from a problem waiting to happen:
Buying Checklist
Specification | What to Look For | Why It Matters |
Temperature controller | PID controller with ±0.2°C accuracy or better | Temperature drift is the #1 cause of MFI variation. The Gujarat story – 3°C error, 18% MFI variation. |
Temperature range | 100°C to 450°C minimum | Covers all standard polymers: LDPE (190°C), PP (230°C), PC (300°C), PEEK (400°C) |
Weight set included | 2.16 kg, 3.8 kg, 5 kg, 10 kg, 21.6 kg | Different ASTM/ISO conditions require different loads; buying weights later is expensive |
Barrel material | Hardened tool steel, chrome-plated bore | Abrasion resistance is critical for filled and reinforced polymers |
Die material | Tungsten carbide or hardened steel | Standard die dimensions: 2.095 ± 0.005 mm bore, 8.000 ± 0.025 mm length – tight tolerance is critical |
Timer and cutter | Automatic timer with motorised cutter option | Manual cutting introduces timing error, especially at high MFI values (fast flow rates) |
Display | Digital display with direct MFI readout; data export preferred | Manual calculation from individual strand weights introduces operator error |
Standards compliance | ASTM D1238, ISO 1133, IS 2530 compliant | Ensures your results are accepted by customers and auditors |
Calibration traceability | NABL-traceable calibration certificate available | Required for NABL accredited labs; strongly recommended for all ISO-certified factories |
One thing I always tell buyers: the die is the heart of the MFI Tester. A die that is 0.05 mm oversize on the bore will give you MFI readings that are consistently high. A worn die that started life at the correct 2.095 mm bore and has widened to 2.120 mm through use will give you readings that look reasonable but are systematically wrong. Ask the manufacturer for the die bore tolerance and how it is verified. If they cannot answer that question, that tells you something about their manufacturing standards.
Common Mistakes Factories Make with MFI Testing
In 20 years of working with QC labs across India, I have seen the same mistakes repeated in factories from Silvassa to Chennai. Here are the most common ones:
Mistake | What Actually Happens | How to Avoid It |
Not preheating the die separately | Cold die restricts flow; MFI reads 10–15% lower than actual | Insert pre-warmed die into heated barrel; allow 2 min stabilisation before testing |
Starting test before 5-minute preheat is complete | Material not fully melted; non-uniform temperature; high MFI reading | Use a timer. Never rush the preheat. The 5 minutes is specified in ASTM D1238 for a reason. |
Not cleaning the barrel between tests | Degraded residue from previous test mixes with fresh sample; carbon contamination | Clean barrel and die thoroughly with cleaning material and brass rod between every test run |
Using incorrect weight for the material | Test conducted at wrong load; result looks plausible but is wrong condition | Always confirm the ASTM/ISO condition from the material datasheet before loading weights |
Not calibrating temperature sensor annually | Temperature drifts silently; Gujarat pipe manufacturer problem | Annual calibration with NABL-traceable reference thermocouple – include in AMC |
Testing wet or contaminated material | Moisture causes bubbles in extrudate; reading is non-reproducible | Dry material per supplier’s recommendation before testing. HDPE: 80°C for 2 hours minimum |
Accepting supplier CoA without in-house verification | Receiving non-conforming material; discovering it only after production problems | Test at least 3 samples from every incoming lot before releasing to production |
Final Thoughts
An MFI Tester is not a complicated instrument. But used incorrectly – or worse, used with a miscalibrated temperature sensor – it gives you exactly the false confidence that is more dangerous than having no data at all. The Gujarat pipe manufacturer did not know their data was wrong. That is what made it so expensive.
Used correctly, with proper calibration, clean procedure, and verified die dimensions, an MFI Tester is the fastest and most cost-effective quality gate you can put between incoming raw material and your production line. For a machine that costs between ₹60,000 and ₹1,50,000, the return on investment from a single prevented batch rejection is typically achieved within months of purchase. When factories ask us about melt flow index tester price India suppliers quote, that ₹60,000–₹1,50,000 range is what most should expect for an instrument built to last, not the cheapest import available.
As a melt flow index tester manufacturer India factories increasingly turn to for consistent, audit-ready results, Finetech Engineering manufactures MFI Testers at our Thane facility and supplies them to QC labs across India – from masterbatch compounders in Ahmedabad to pipe manufacturers in Pune and cable producers in Chennai. We are ISO 9001:2015 and CE certified, and our instruments are designed and built for the rigours of daily production lab use, not occasional testing.
Get a Quote for Your MFI Tester
If you are setting up a new QC lab, upgrading an existing MFI Tester, or simply want to know whether your current instrument is giving you accurate readings, call or WhatsApp us. We will ask you the right questions and recommend the right configuration for your materials and standards.
Call or WhatsApp: +91 93241 37971 | Email: info@finetechengineer.com
Tell us your material (HDPE, PP, LLDPE etc.) and the standard you need to test to (ASTM D1238 / ISO 1133 / IS 2530). We will configure the right instrument for your lab. Contact us today.
We are a manufacturer, not a trader. That means when you buy from us, you are buying from the team that built the machine. And when you need service, calibration, or spare parts years later, we are still here.
– Santhosh Kumar VP, Founder & Managing Partner, Finetech Engineering